想要更直观地感受重庆【本地】防腐钢管 20#精密钢管快速生产产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:重庆【本地】防腐钢管 20#精密钢管快速生产的图文介绍


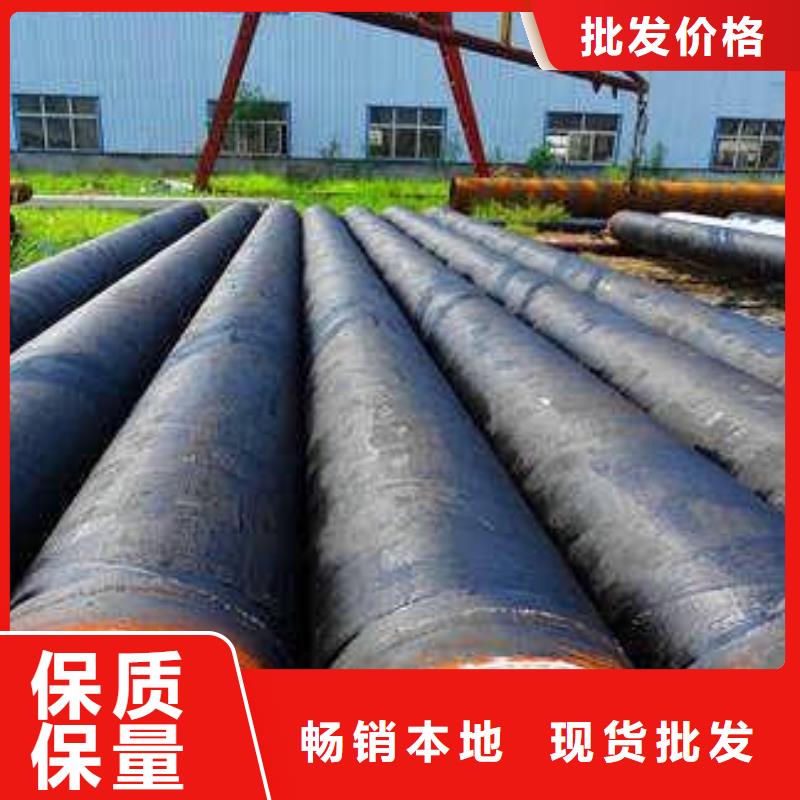
防腐螺旋钢管装箱后,怎样修补端口防腐层?
防腐螺旋钢管出口时为了有效保护防腐层螺旋钢管外层都要加外包装,但是在装集装箱过程有不可避免的对防腐螺旋钢管的端口碰伤,因为装箱时一般是采用叉车挑起防腐螺旋钢管的一端,叉车与防腐螺旋钢管内壁接触点摩擦会把防腐层磨掉一部分,这就需要在装完箱后,及时对防腐螺旋钢管修补。下面具体说下修补的步骤:
:把防腐螺旋钢管端口外包装去掉,这样能更清楚的看到防腐层破损的情况。
第二:把防腐螺旋钢管需要做的防腐原材料调整好(防腐漆 不要添加漆料)。
第三:从集装箱底部依次检查防腐螺旋钢管,对有破损的用记号笔标记。
第四:用六号辊子对做标记的防腐螺旋钢管进行修补。
第五:修补完后,用外包装带缠绕并用透明胶带粘好。



。
钢套钢保温钢管输送油气要安全使用
目前在输送石油、天然气的过程中,使用了钢套钢保温钢管,就能够确保输送的安全。但是,钢套钢保温钢管的运用,并不是那么简单的。要知道,钢套钢保温钢管也是有各种材料制成的,而油气以及其他需要输送的物质,可能会和其中的某种材质产生化学反应。
一旦产生了化学反应,产生的后果可能是我们无法承受的。所以说,在选择钢套钢保温钢管的时候,一定要了解它的不同材质的特性,以及自己需要用钢套钢保温钢管输送的物体,与各种材质是否会产生化学反应,这样才能够做到安全使用钢套钢保温钢管。

防腐钢管防腐钢管从喷涂室出来,经摆动平移机构将钢管平移至链式步进晾床上晾干,钢管进入喷字台时已经表干,可以进行打捆包装。
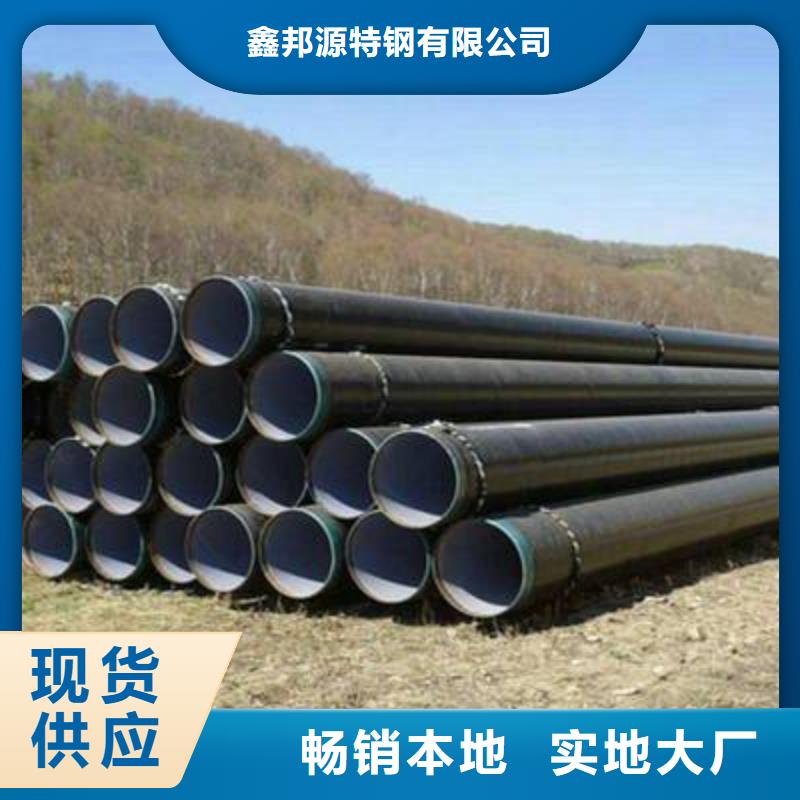
山东兴通达钢材有限公司现有两条具有国际先进水平3PE(三层聚乙烯涂覆)钢管防腐生产线,专业加工生产2PE、3PE、2PP、3PP、FBE防腐钢管;同时生产加工钢管水泥砂浆衬里防腐;聚氨酯发泡直埋钢管;钢套钢蒸汽保温钢管;玻璃钢树脂防腐;公司同时生产各种环氧系列防腐涂料,IPN8710无毒饮水防腐涂料,系列有机耐高温防腐涂料,系列防腐涂料等,涂膜具有耐油,耐酸、盐、苯等化学介质以及耐磨、耐湿等优良的综合性能。3PE防腐钢管执行标准:DIN30670、DIN30671、SY/T0413-2002、SY/T0315-97、GB/T23257-2009。我公司生产实力雄厚,现有PU600、PU300、PU200等高压发泡机7台等,抛机4台、穿管机5台、年生产DN50mm-DN1400mm聚氨酯保温管道保温管道3000KM,聚乙烯管材生产线6条,采用真空定径、喷淋冷却、自动切割,年生产Φ90-Φ1400聚乙烯外套管5万吨。


防腐管道的焊接和试验评,焊接性及其试验评定
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。



鑫邦源特钢有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 重庆高压化肥管、产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。


防腐钢管使用的是什么原理呢涂层防腐是在除锈金属管外表上构成的平均致密涂层,其涂层可将其与各种腐蚀性介质隔离。钢管防腐涂料越来越多地运用复合资料或复合构造。这些资料和构造必需具有良好的介电性能,物理性能,稳定的化学性能以及宽温度范围。
外墙防腐涂料:管道外壁涂料的类型和运用条件。内壁防腐涂料该膜被施加到管道的内壁上,以避免管道腐蚀,减小摩擦阻力并增加用量。常用的涂料是胺固化的环氧树脂和聚酰胺环氧树脂,其涂层厚度为0.038至0.2 mm.为了确保涂层结实地粘结在管壁上。
必需对管的内壁停止外表处置。自1970年代以来,相同的资料已被用于涂覆管道的内壁和外壁,从而能够同时停止管道的内壁和外壁的涂覆。防腐保温涂料在中小口径传热原油或燃料油管道上,为了减少管道向土壤的散热。
在管道外部增加了一层保温和防腐的复合层。常用的隔热资料是硬质聚氨酯泡沫,适用温度为这种资料质地柔软。为了增加其强度,在隔热层的外侧施加高密度聚乙烯层以构成复合资料构造,以避免公开水渗入隔热层。






 扫一扫
扫一扫